はんだワイヤー、棒はんだ、ソルダペーストメーカー




見積もりの請求
- コスト効率性:シンプルかつ使い勝手のよいデザイン、優れたはんだ付け性
- 安全設計:大口径の純銅線電源コードから電力を供給、優れた曲げ剛性
- 最良の発熱体:高品質の温度ヒューズから作る発熱体。二重ラッピングワイヤーはハンダごての短絡を防止。製品の長寿命化
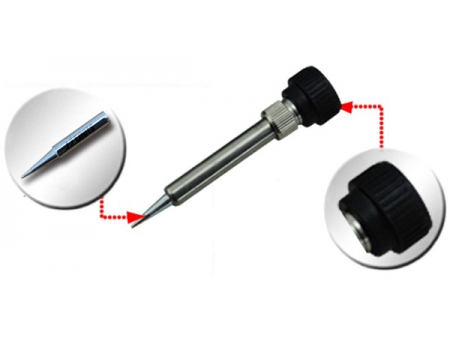
- 握りやすいグリップ:人間工学に基づいた細身のグリップ。耐熱樹脂成形
- 無酸素銅の純銅に、純鉄または錫メッキを施したオリジナルのハンダごて。優れた熱伝導率、鉛フリー作業の効率化
- 海外製高温プラスチック射出成形を採用、製品は高温耐熱
精密溶接に最適。温度制御、独自の発熱体は最低限ドレイン電圧
はんだステーションの選定- 20W、40W---PCB素子の溶接に適用
- 40W 、60W---特に低電圧電源、変圧器
- 60W、80W---溶接棒心線、ラジエーター付き素子、大きな熱量を必要とするはんだ接合
- 初回使用時は少量の煙が発生しますが、安心してご使用ください。
- 溶接工具は、使用中のやけどや引火を防ぐため作業スタンドに配置する
- 鉄芯の寿命のため発熱体の鉄芯を抜いた状態ではんだ付けをしないでください。
- 自然冷却を推奨します。水による急冷はしないでください。
- 集積回路やCMOSイメージセンサがある場合、誘導電圧やドレイン電圧による素子の損傷を避けるため、3芯はんだ付け装置を選択ください。
- 特殊チップソルダーは使用しないでください。
- こて先の錫が貫通している、またはひどい錆がないか見る。貫通している場合は直ちに交換する。錆はブラシと#800以上のサンドペーパーでやすりをかける。#800以下のサンドペーパーや砥石での研磨はしない。
- 溶接スケーリングパウダー飛散はリワーク装置の汚れになる。洗浄にエチルアルコールを使用する。
- 使用する前に溶接に適した温度になるまで予熱する。水を含ませたスポンジでこて先を軽く拭き酸化膜を除去します。
- 溶けたはんだ錫をこて先に供給
- 予備加熱は、はんだ付け部に対して、チップ部品を仮置きする。
- 予熱後はんだ槽にはんだ錫を入れ、自然に溶接位置になるまで融解させる。
- 溶着が進みすぎないように、母材が被溶接物になじんだらすぐにこてを離す。早く離しすぎると溶接が冷えるので手際よく作業する。
- 作業終了後は電源を切る前に、こて先をきれいにしてスズで覆う。
- 鉄芯の交換には鉄芯にチップがあるか確認する。交換前に、古いチップを除去する。
- 管内の酸性皮膜を除去し、鉄芯を交換する。
- こて先の酸化や絶縁低下を防ぐため高温多湿を避けた場所に保管する。